|
2015年全国二级建造师执业资格考试
《机电工程管理与实务》
(五)垫铁设置
1原理
⑴找正:调整垫铁高度来找正设备的标高和水平。
(2)减震:垫铁组把设备的重量、工作载荷和固定设备的地脚螺栓预紧力,均匀传递给基础。

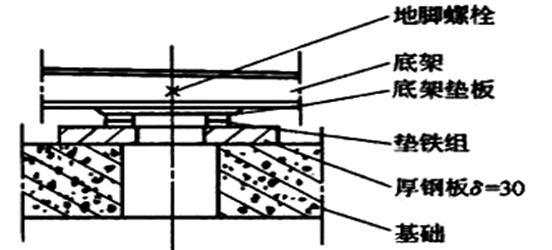
⒈垫铁的设置应符合要求
(1)每组垫铁的面积符合现行国家标准《通用规范》
(2)垫铁与设备基础之间的接触良好;
(3)每个地脚螺栓旁边至少应有一组垫铁,并设置在靠近地脚螺栓和底座主要受力部位下方;
(4)相邻两组垫铁间的距离,宜为500--1000mm;
(5)设备底座有接缝处的两侧,各设置一组垫铁;
(6)每组垫铁的块数不宜超过5块,放置平垫铁时,厚的宜放在下面,薄的宜放在中间,垫铁的厚度不宜小于2mm。
(7)每组垫铁应放置整齐平稳,并接触良好。设备调平后.每组垫铁均应压紧。
(8)设备调平后,垫铁端面应露出设备底面外缘,平垫铁宜露出10—30mm,斜垫铁宜露出10—50mm。垫铁组伸入设备底座底面的长度应超过设备地脚螺栓的中心;
(9)除铸铁垫铁外,设备调整完毕后各垫铁相互间用定位焊焊牢。

⒉无垫铁设备安装
采用无收缩混凝土或自密实灌浆料,捣实灌浆层,达到设计强度75%以上时,撤出调整工具,再次紧固地脚螺栓,复查设备精度,将临时支撑件的空隙用灌浆料填实。
应用分析
1关于垫铁设置描述正确的是()。
A每一垫铁组的块数不宜超过5块
B设备底座有接缝处的两侧,应各安放一组垫铁
C垫铁的厚度不宜小于2mm
D每个地脚螺栓旁边至少应有两组垫铁
E垫铁组伸入设备底座底面的长度应与设备地脚螺栓的中心齐高
【答案】ABC
(六)设备吊装就位
⒈运输吊装
(1)按起重运输安全操作规程进行;
(2)选择合适吊装方案,特殊情况编制专项施工方案;
(3)厂房内多采用桥式起重机/电葫芦,室外采用移动式吊车(汽车吊、履带吊、塔吊):
(4)特殊场合借助卷扬机/滑轮系统;
(5)辅助吊具:钢丝绳制作的吊索/横梁式专用吊具/三角吊具;
(6)计算机集控/液压提升技术应用。
⒉设备就位
(1)设备运至安装现场经开箱检查验收合格;
(2)设备基础经检验合格,混凝土基础达到强度;
(3)除去设备底面的泥土、油污、与混凝土(含二次灌浆)接触部位油漆;
(4)二次灌浆部位的设备基础表面凿成麻面且不得有油污;
(5)清除混凝土基础表面浮浆、地脚螺栓预留于孔内泥土杂物和积水;
(6)垫铁和地脚螺栓按技术要求准备好并放置停当。
(七)设备安装调整
⒈设备找平
通常在设备精加工面上选择测点,用水平仪进行测量,通过调整垫铁高度的方法将其调整到设计或规范规定的水平状态。
⒉设备找正
移动设备使其指定基线对准设定基准线
(平行度、垂直度、同轴度)。(又称中心线调整)
方法:钢丝挂线法,放大镜观察接触法,导电接触讯号法,经纬仪、精密全站仪测量法可达到更精确的检测精度。
⒊设备找标高
用精密水准仪由测量专业人员通过基准点测量控制。
⒋设备找平、找正、找标高的测点
·设计或设备技术文件指定部位;
·设备主要工作面;
·部件上加工精度较高的表面;
·零部件问的主要结合面;
·支承滑动部件的导向面;
·轴承座剖分面、轴颈表面、滚动轴承外圈;
·设备上水平或铅垂的主要轮廓面。
应用分析
⒈机械设备找平,用水平仪测量水平度,检测应选择在()。
A设备精加工面上
B设备外壳廓线上
C设备机座底线上
D设备基础平面上
【答案】A
应用分析
⒉精度检测是检测设备、零部件之间的相对位置误差包括()等。
A.垂直度
B.平行度
C.同轴度
D.圆柱度
E.平面度
【答案】ABC
(八)设备固定与灌浆
设备灌浆分为:
一次灌浆:

设备粗找正后,对地脚螺栓预留孔进行的灌浆。
二次灌浆:
设备精找正、地脚螺栓紧固、检测项目合格后对设备底座和基础间进行的灌浆。
灌浆料:细石混凝土、无收缩混凝土、微膨胀混凝土和其他灌浆料。
应用分析
⒈机械设备安装的二次灌浆在()、地脚螺栓紧固、各项检测项目合格后进行。
A设备清洗
B设备调试
C设备试运行
D设备精找正
【答案】D
(九)零部件装配
⒈对象:螺栓/螺钉连接紧固,键、销、胀套装配,联轴器、离合器、制动器装配,滑动轴承装配,传动带、链条、齿轮装配,密封件装配等。
⒉拆卸、清洗与装配:解体设备∕超过防锈保存期的成套设备。
⒊步骤:熟悉图纸、确定方法→清理场地→外观检查→清洗、涂润滑油→由小到大、从简单到复杂进行组合件装配→由组合件进行部件装配→先主机后辅机,由部件进行总装配。
(十)润滑与设备加油
⒈作用:保证机械设备正常运转的必要条件。通过润滑剂减少摩擦面的摩擦、表面破坏和降低温度,使设备具有良好工作性能,延长使用寿命。
⒉方式:分散润滑、集中润滑。
(十一)设备试运转
1地位:设备安装工作最后一道工序。
2目的:综台检验各前道工序施工质量,同时发现设计、制造等方面的缺陷,通过调整使之符台生产要求。
3步骤:安装后的调试---单体试运转---无负荷联动试运转----负荷联动试运转。
应用分析
⒈机电设备安装中,()是综合检验设备制造和设备安装
质量的重要环节。
A工程验收
B中间交接
C精度检测与调整
D试运转
【答案】D
(十二)工程验收
程序:
单体试运转---无负荷联动试运转---负荷联动试运转。
⒉负责单位:
(1)无负荷单体、联动试运转:施工单位
(2)负荷单体运转,联动试运转:建设单位
建筑机电:
通风与空调系统的联合试运转----施工单位?(EPC)
2H313012机械设备安装精度的控制
一、机械设备安装精度
1机械设备安装工程核心
将一系列设备组合成一套装置或一条生产线,从而构成一个技术装备系统,并最终形成生产能力。
2设备安装精度
⑴安装过程中为保证整套装置正确联动所需的各独立设备之间的位置精度;
⑵单台设备通过合理的安装工艺和调整方法能够重现的制造精度;
⑶整台(套)设备在使用中的运行精度。
二、影响设备安装精度的因素(14.多选13案例)
1设备基础:强度、沉降---强度不够、继续沉降
2垫铁埋设:承载面积、接触情况----造成设备固定不牢
3设备灌浆:强度,密实度
4地脚螺栓:紧固力,垂直度
5测量误差:仪器精度,基准的精度
(是否在精加工面上,基准点的选择)
6设备制造:加工精度,制造装配精度
7环境因素:设备温度变形(凹凸变形)
8操作误差:操作者的技能水平,责任心。
应用分析
影响设备安装精度的测量因素有()
A零部件装配精度
B设备灌浆密实度
C设备制造精度
D设备检查基准精度
E测量仪器精度
答案:DE
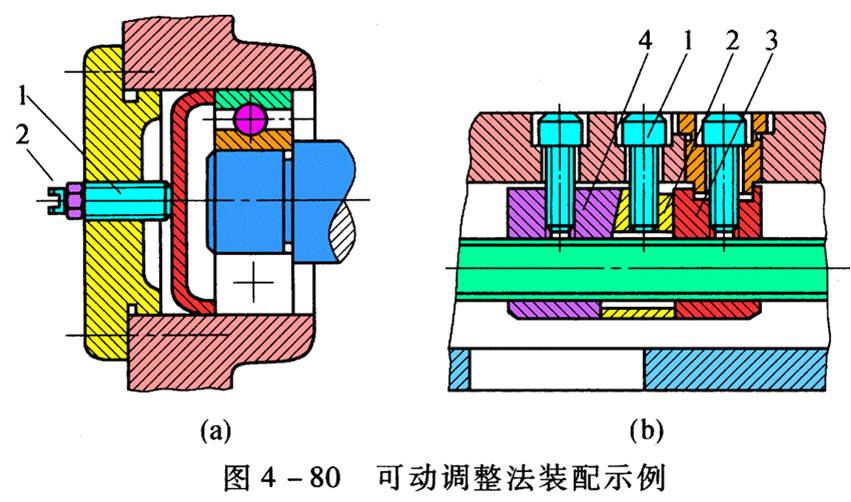
三、设备安装精度的控制方法(管理五要素)
⒈修配法:
必要时为抵消过大的装配或安装累积误差,在适当位置利用补偿件进行调节或修配。
⒉合理确定偏差及其方向的原则—有利于抵消:
(1)设备附属件安装后重量的影响;
(2)设备运转时产生的作用力的影响;
(3)零部件磨损的影响:
(4)摩擦面间油膜的影响。
四、设备安装偏差方向的控制
1补偿温度变化所引起的偏差
2补偿受力所引起的偏差
3补偿使用过程中磨损所引起的偏差
4设备安装精度偏差的相互补偿

应用分析
1安装精度控制方法中的修配法的作用是()。
A抵消过大的安装累计误差
B抵消设备运转时产生的作用力影响
C抵消摩擦面问油膜的影响
D抵消零部件磨损的影响
【答案】A
小结:
法:安装顺序
混凝土检测(比养护强)
垫铁,地脚螺栓
安装调整
工程验收(试运行)
安装精度控制 |